PDMS microfluidic chip as droplet generator
2024.06
@ IMLab, NYCU DME @NYCU Nano Facility Center (Boai Campus)

Microfluidics technology promises precise manipulation, measurement, and processing of fluid samples at the cellular level, achieving rapid reactions and quantitative analyses within a tiny chip—aptly nicknamed a “Lab on a Chip.” I first explored the world of microfluidics during my master’s studies and was fascinated by its concept of simply addressing challenges on a smaller scale for life science applications. This idea resonated strongly with the vigorous semiconductor industry. Just like IC chips in a robot, I believe microfluidic devices have the potential to play a similarly vital role in the human body, as we are essentially composed of fluids and viscoelastic tissues operating on micro- and nanoscale levels. With this in mind, I decided to dive deeper into this technology along my academic journey.
This was a side project separate from my master’s thesis research, as I simply wanted to learn the microfabrication process and experiment with creating something cool at the time. The results were surprisingly good and visually appealing to me, especially since it was my first time attempting this. It also showed that the fabrication process was highly reliable when following established procedures. Let’s see how it works!

Chip & Photomask Design
I designed the microfluidic chip with a flow-focusing geometry, a typical approach for microdroplet generation that immisible fluids injected from different channels meet at an intersection and are compartmentalized as they flowing downstream. For testing puropose, two chips with different water channel width–50 and 100 µm–were designed, while keeping the dimensions of the other channels the same.
To ensure a proper micro-patterning during the soft lithography process, the chip design and critical dimensions needed to be precisely transferred onto a photomask. I used SolidWorks to design the layout and exported it as a .dxf file. Following my advisor’s suggestion, I outsourced the photomask fabrication to a company specializing in making plastic film for cameras. This surprised me at the time, as I had assumed that photomasks needed to be made of glass or other specialized materials. The company provided both positive and negative photomasks upon delivery, giving me some flexibility in case I confused the type of photoresist during the fabrication process. (Just joking—always make sure to check the type beforehand!)
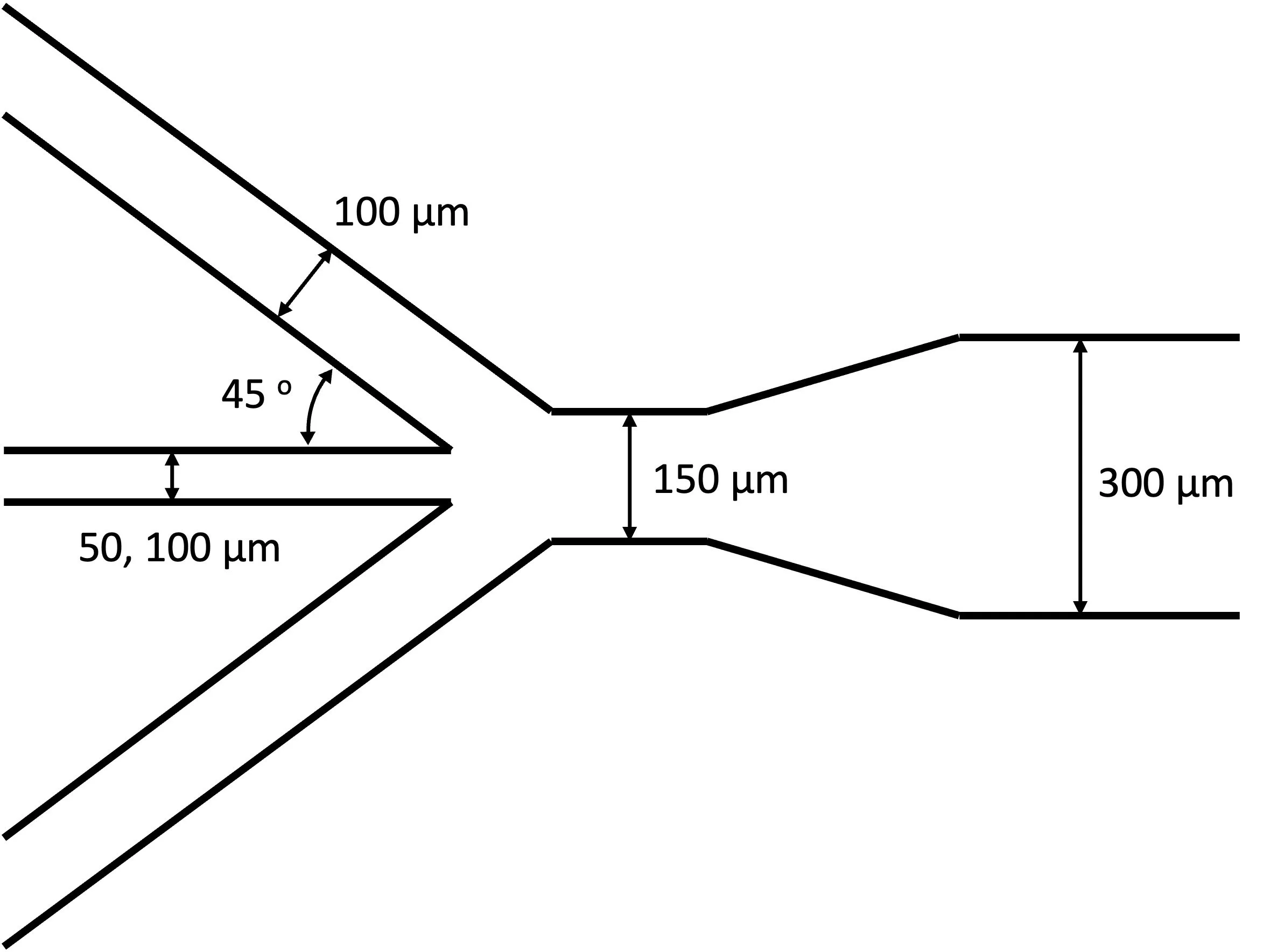
Flow-focusing channel geometry design.
Soft Lithography
Following is the step-by-step description on how to make a microfluidic chip with a standard soft lithography process. Since it involves multiple steps and could be tedious with only text-based descriptions, I made animations to visually illustrate the soft lithography process by some simplified figures. Please check them out first. :)
1. Wafer Cleaning
The steps 1.~ 8. should be performed in a clean room with proper safety and waste-managing facilities. Cleaning is always the first step when your task includes the name “micro” or “nano”, and it often is the first thing to blame when the outcome goes wrong. Here, I first sank the the wafer into an acetone bath and used an ultrasonic cleaner to oscillate for 5 minutes as primary cleaning. After, the wafer was transferred into another container for washing with isopropyl alcohol (IPA), followed by a direct rinsing with DI water. Finally, the cleaned wafer was blown with compressed air for removing the water drops on the surface, and then baked at 150 degree for 10 minutes to dry out the remaining water. Make sure the containers are cleaned and dried as well before/after using them, and it’s better to have different containers for different steps to avoid contaminations.
2. Spin Coating
The following steps 2.~7. should be operated in a yellow light room since the photoresist will have cross-linking reactions with blue light, and we don’t want that to happen until the exposure step. The wafer was fixed on a platform in the spin-coating machine’s chamber by vacuum suction, and it should be coaxially aligned with the spining axis to obtain an even coating. I tested the coaxiality by empty spinning under a slow speed and checked if the wafer’s contour fluctuated during spinning. After carefully dripping the photoresist on the wafer surface, the spin-coating process could begin following the programmed speed and time settings. Depending on the desired film thickness, which corresponds to the channel height of the designed chip, one should refer to the datasheet provided by the photoresist’s manufacturer for a proper parameters setup. I set the thickness to be 70 microns, so the corresponding spin speed was at 2000 rpm for SU-8 3050.
Typically, the spinning program will start with a slow speed for distributing the photoresist across the wafer surface, and then gradually speed up to reduce the thickness of the photoresist film to a designed value. I failed a couple times on this process at first that I couldn’t get an even coating according to the datasheet’s suggestion. I guessed that it was the temperature of my SU-8 3050 hadn’t cooled down yet as it was stored in a refrigerator for really long time, so its viscosity might varied. After some trial and error, I improved this by increasing the time for slow-speed spinning and lower the pace for acceleration in order to ensure an even distribution.
3. Soft Bake
The word “soft” here means that the baking takes place when the photoresist has not hardened yet. According to the datasheet, the purpose of it is to evaporate the solvent and densify the film. I baked the wafer at 95 degree for 25 minutes on a hot plate. Additionally, I made an aluminum foil housing to cover the wafer to protect it from airborne particles while baking. Remember to pre-heat the hot plate 10 to 20 minutes before use.


The cleaned wafer fixing on the spin coating machine (left) and the parameters setting panel (right).
4. Exposure
The photoresist reacts with high-energy light sources such as the UV light, and its cross-linking behavior is described by either it is a positive type or a negative type. The SU-8 is a negative type photoresist as it solidifies when expose to UV light, which means that the area blocked by the photomask would be washed off in the developing process. Despite the coating was not completely unifrom, I continued to do the exposure anyway since my pattern wouldn’t be affected as long as I carefully aligned the wafer such that the poor-coated areas were blocked by the mask.
In this trial, the UV exposure time was about 10 seconds, and pattern would be somewhat visible right after exposure. It was a little bit scary yet fun experience that I had to literally look away from the UV aligner machine when it’s running, since it could be harmful to eyes if looking directly. Plus I wasn’t familiar with the machine’s operation at the time, so I couldn’t be sure about the UV light was turned on correctly until I took the wafer out and saw patterns on it. (It took me 3 look-aways to get a right exposure though. )
5. Post-Exposure Bake
After exposure, the wafer was transferred onto the hot plate again for the post-exposure bake. This step was very important that it performed the selective cross-linking reaction of the photoresist film, and the pattern would be gradually clearer during baking. I baked the wafer at 95 degree for 3 minutes here. The time for this step should be neither too long or the whole film would be solidified, nor too short or the whole film would be washed off during developing.


The UV aligner machine (left) and the post-exposured wafer with some visible patterns (right).
6. Developing
The developing process should be operated with wearing proper protection cloth, face mask and etch-resistive gloves. The wafer was sunk into the SU-8 developer bath for approximately 3 minutes with a gentle shaking. Some bubbles would emerge during the process indicating the dissolution of the unreacted photoresist. After, the wafer was transferred to another container for the IPA wash, followed by DI water rinsing. This process could be repeated and adjusted according to the visual condition of the micro-patterns on the wafer. A proper developing should end up having clear, sharp patterns without any residuals on the wafer.
To me, the developing process was very intense since it would seem like a total mess while treating the wafer with the developer and IPA, but it was very satisfying to see clear patterns emerging after rinsing.
7. Hard Bake
The wafer was then transferred onto the hot plate again to bake at 150 degree for 5 minutes. As its name suggests, the purpose of hard bake is to harden the micro-pattern as well as improve the strength of adhesion on the wafer surface.
8. Cooling
Finally, the wafer was placed on a marble table for cooling down, and it was stored in a wafer cassette in a moisture proof box. I’ve heard that it’s better to let the wafer stand for 24 hours or longer before use. While I didn’t confirm this, it’s definitely better to take a break from the long fabrication process for your well-being!

The developed wafer.
Animation of PDMS microfluidic chip fabrication.
9. PDMS Molding
The polydimethylsiloxane (PDMS) has been widely used for microfluidic chip due to its advantages of high fabricability, biocompatibility, and chemical inertness. The PDMS was made from the mixture of a base agent and a curing agent, which were called A and B agents respectively for convenience. Here, I mixed 60g of the A agent with 6g of the B agent, a typical 10:1 ratio for making microfluidic chips. Next, the mixture was poured onto the wafer surface inside a glass petri dish. Since the mixing process and the reactions between A and B agents would generate bubbles inside the mixture, it had to be degassed before curing for obtaining an uniform product. The degassing process took place inside a vacuum chamber where the bubbles emerged and bursted on the surface due to the negative pressure gradient from the environment. After the bubbles were no longer visible and the whole mixture became crystal clear (about 40 minutes here), the petri dish were sent to a bake oven for the curing at 90 degrees for 40 minutes.
As the PDMS cured, the SU-8 micropatterns on the wafer would act as a mold such that its shape and thickness were printed into the bottom of the PDMS layer. The wanted area of PDMS chips had to be cut down very carefully since the PDMS would stick really tight to the wafer surface and the petri dish. Also be careful that the wafer itself was very fragile as its thickness was only 0.5 mm. I actually broke my wafer into 3 pieces while I was demolding the PDMS chips, so it could no longer be used afterwards. The wafer could be cut into a smaller piece using a wafer-cutting tool beforehand for the ease of demolding. After the demolding, the inlet and outlet ports were drilled using a stainless steel medical needle. The chips’ channels looked pretty decent under the microscope and the dimensions were accurate, within the errors of approximately 2 µm by manual pixel measurement.


Wafer covered with PDMS before degassing (left) and during degassing (right).
10. Plasma Bonding
The glass slides were choosed to bond with the PDMS chips in order to close the microchannels on the chips’ bottom. To achieve a glue-free and strong bonding, I used the plasma treatment since it provided permanent bonding of PDMS to a glass substrate without the need for liquid chemicals. Our lab had a plasma jet writing machine to do the work, which was basically composed of a Z-platform, a XY-table, and a plasma jet connected to a power generator and an argon gas tank. Just like a 3D printer, the tracjectory of the plasma jet and the platform were controlled via the G-code commands. The bonding process was very straightforward: you put the chips (patterns facing upward) and the glass slides on the platform, you “spray” the plasma onto their surface, and then you manually cover the PDMS chip onto the glass slide. The permanent bond would form immediately if the plasma treatment was uniform enough. Note that the bonding process have to be operated right after the plasma treatment without hesitations since the surface modifications are temporary.
In some specific cases, the permanent bonding could be avoided such that the chip could be peeled off from the glass slide without damaging the channels while remaining certain bonding strength. Our lab’s senior had some interesting studies on this topic, which had to do with the adjustments of the treatment speed and the modifications on the plasma jet’s nozzle sizes & shapes (as far as I can remember).

Finished PDMS microfluidic chips.
On-chip Droplet Generation
I injected nitrogen gas as the continuous phase and DI water as the dispersed phase for testing on-chip droplet generation. The water flowrate was controlled by a syringe pump (KDS-100, KD Scientific Co.) and was fixed at 8.33 µl/min, while the nitrogen gas flowrate was controlled by a flow controller (10SLPM, Alicat Scientific Co. ) and varied from 5 to 20 ml/min. The chip used in this experiment was the one with the water channel width of 50 µm. Videos were taken under an inverted microscope via a high-speed camera (pco.edge 4.2, PCO Co. ) with a frame rate of 180 fps and a shutter speed of 10 µs. While the frame rate could be increased, doing so would reduce the image size (i.e., the region of interest), so I chose a lower value.
The results show that droplets are continuously generated at high speed inside the microfluidic channel under three different gas flow rates. In the tapering section where the gas and water meet, some black dots were observed, indicating that satellite droplets were formed as the water was sheared off by the gas. Notably, larger and more uniform droplets were generated at lower gas flow rates, as seen in the right-hand side of the videos for 5 ml/min and 10 ml/min. In contrast, the droplets became smaller and more irregularly sized at 20 ml/min. This may be due to the higher Reynolds number at increased gas velocity, leading to turbulent flow within the microfluidic channel. The sizes of the droplets were approximately 200 µm and 150 µm in diameter at gas flow rates of 5 ml/min and 10 ml/min, respectively, indicating that the droplet size decreased as the continuous phase's flow rate increased. This is consistant with the theoretical prediction that an increase in shear stress of the continuous phase fluid (resulting in a higher capillary number) would lead to smaller droplets in the dripping mode.
I was really excited to see the device working smoothly, especially as the person who built it from scratch. I was also impressed by the images of fluid flowing through these sharp microchannels with such distinct behaviors.
Droplet generations under three different gas flowrates while fixing the water flowrate at 8.33 µl/min.
Conclusion
The PDMS microfluidic chips were successfully fabricated using the soft lithography process, and I demonstrated on-chip microdroplet generation under varying inlet gas flowrates. This hands-on experience in microfabrication was invaluable, especially as it connected theory from various university courses to practical application. In fact, it took several months of training and preparation to gain access to the clean room facility and be familiar with the operation of the necessary equipment. This, combined with the steep learning curve of microfluidic chip fabrication techniques, made the successful completion of this project even more rewarding. Although this project was separate from my master's thesis research, I believe it has certainly deepened my understanding of the exciting field of micro-nano engineering.
Moreover, creating these animations was a fascinating process, even though they took me about 8-10 hours in total. They are probably the most complex animations I’ve created using PowerPoint. I’m both surprised and proud of myself for being able to produce such vivid animations. While I’ve seen many 2D animations explaining the microfabrication process in courses, I often found them difficult to understand because they were too abstract. Therefore, I aimed to make these animations as "2.5D" as possible to provide a more realistic and accessible representation. Hope you’ll enjoy!

Me finished the wafer micropatterning process in the NYCU Nano Facility.